
_1745823981883.webp)

Reverse Osmosis System With Remineralization Performance Tips
Optimizing reverse osmosis with remineralization requires strategic maintenance, precise mineral dosing, and careful monitoring of water chemistry parameters. While standard RO filtration removes up to 99% of contaminants, the remineralization stage restores essential minerals like calcium and magnesium to balance pH levels, improve taste, and prevent pipe corrosion. Maintaining optimal performance involves regular cartridge replacement, monitoring Total Dissolved Solids (TDS) levels, and adjusting mineral media to achieve target alkalinity ranges between 7.5 and 8.5, ensuring both equipment longevity and superior water quality in reverse osmosis with remineralization systems.

Understanding Reverse Osmosis with Remineralization
When it comes to treating industrial water, reverse osmosis with remineralization is a more advanced method that gets around the problems with regular RO systems. Standard reverse osmosis uses a semi-permeable membrane technology that works under high pressure to get rid of dissolved solids, heavy metals, and microbes that are bad for the water. The percolate that comes out, on the other hand, is often acidic, with pH levels between 5.5 and 6.5. This makes what people in the industry call "aggressive" or "hungry" water.
How the Dual-Stage Process Works
The process starts with pre-filtration steps that get rid of dirt and chlorine. This keeps the ro membrane from getting damaged. The water is then pushed through the reverse osmosis membrane, which removes contaminants at the molecular level. In the next step, remineralization, water is pumped through a special cylinder that has food-grade mineral media in it, like calcite, corosex, or magnesium oxide. These things break down slowly, releasing controlled amounts of calcium and magnesium ions back into the system.
Critical Benefits for Industrial Applications
Food processing plants, medicine plants, and manufacturing plants all gain a lot from reverse osmosis with remineralized water. The added minerals stop the metal pipes and expensive processing equipment from eroding, which can happen when water loses minerals. The constant mineral profile is very important to beverage makers because it makes sure that the taste of their Products stays the same from batch to batch. Medical facilities that make dialysis water or lab-grade water can change the minerals in it to follow certain health guidelines while still meeting NSF/ANSI 58 standards.
Safety and Compliance Advantages
Remineralized water is safe for long-term human consumption according to the World Health Organization. This eases worries about mineral deficiencies that could happen from drinking demineralized water for a long time. The alkaline pH range that is reached through remineralization lowers the chance of rusting in delivery systems, which protects investments in infrastructure. Pharmaceutical companies get water that is GMP-compliant and has the right amount of purity and safety for sensitive products.
Performance Optimization Tips for Reverse Osmosis with Remineralization Systems
To keep reverse osmosis with remineralization systems running at their best, you need to know the specific problems they face in harsh industrial settings. Based on placements in industrial, pharmaceutical, and food processing facilities, our engineering team at Morui has come up with a number of important ways to improve reverse osmosis with remineralization efficiency.
Addressing Common Performance Bottlenecks
Mineral scaling is still the major issue with remineralisation devices. If natural media degrade too fast, calcium carbonate may build up on downstream equipment, slowing it down and requiring costly cleanings. Setting up continual TDS surveillance with automated notifications for values over 100 mg/L may indicate overmineralized water. Temperature also affects mineral dissolution. Systems operating at 25°C may need medium mixes with slower dissolving kinetics.
Particles enter the filters when the processes preceding the RO membrane break down. Monitoring membrane housing pressure instantly detects fouling, allowing preventive maintenance before rejection rates plummet. Organic compounds enable bacteria to grow on barrier surfaces, causing biological fouling in the food and drink sector.
Proven Maintenance Protocols
Our tiered care strategy maintains water quality and system life. Pre-filters should be replaced every three to six months, depending on water quality. They need to be replaced more regularly while cleaning chloramine-rich municipal water. Industrial RO membranes require replacement every 24–36 months. But cleaning them with chemicals every six months may extend this.
Remineralisation refills need separate maintenance. Many people fail to replace cartridges before mineral production diminishes as the media progressively runs out. Dual-stage remineralisation with parallel capsules allows media replacement without stopping the system. The pH level after remineralisation indicates how effectively the cartridge is operating; readings below 7.0 need immediate replacement.
Clean a system using food-grade hydrogen peroxide or sodium bisulfite to prevent biofilm without leaving harmful residues. Membranes are sanitised every three months to prevent bacteria-induced taste and smell issues.
Strategic Equipment Upgrades
Upgrading to thin-film hybrid membranes that handle more chlorine reduces pre-treatment and system costs. By removing organic molecules that hasten fouling, activated carbon blocks in various filtering stages before the RO membrane extend membrane life. Feed pump variable frequency drivers adjust pressure depending on demand rather than operating at full capacity. Energy is saved.
Automatic flush systems that initiate concentrate rinses depending on production volume instead of time intervals prevent membrane salt buildup. This strategy saves water and improves cleaning. Modern proportional injection mineral dosing systems maintain mineral content even when feed water quality fluctuates with the seasons.
Comparing Reverse Osmosis with Remineralization with Other Water Purification Solutions
When procurement officials look at different water treatment options, they need a lot of success data to back up big spending. To make comparisons that are more accurate, we've put together operating data from installations in a number of different businesses.
Performance Metrics Against Standard RO Systems
Standard reverse osmosis systems remove impurities well, but they produce water that may harm structures. Our pharmacy customers replaced stainless steel pipes after eight years of utilising non-remineralized RO water due to corrosion. However, reverse osmosis with remineralization systems maintained pipelines for almost 15 years. Due to its Langelier Saturation Index (LSI) value of -2.5 to -3.0, conventional RO water is prone to aggressive corrosion. Well-remineralized water from reverse osmosis with remineralization systems has a neutral to slightly positive LSI value.
Methods utilise somewhat varying amounts of energy. Remineralisation merely lowers pressure by 2–3 PSI, adding little energy. Water return rates remain 50–75%, depending on feed water salinity and membrane type. For systems that produce 10,000 gallons of water daily, replacing the remineralisation media costs 800–1,200 dollars annually. This is the primary operating cost difference.
Alternative Technologies Analysis
Electrolysis-based alkaline water systems provide high-pH water but don't remove pollutants effectively. These systems treat cleansed water; they can't replace RO filtering in commercial settings. Mineral cartridge filters without RO pre-treatment can't handle dissolved solids; they can't be utilised in electronics or medicines that demand minimal TDS.
Deionisation systems provide clean water, but they need powerful chemicals to renew the resin, making disposal harder and raising operating costs. We found that reverse osmosis with remineralisation systems had a 40% cheaper total cost of ownership over 10 years than DI systems in food and drink. Ultrafiltration can only remove dissolved minerals and salts, it is only utilised when they are acceptable.
Procurement Considerations for Bulk Buyers and OEMs
Long-term success depends more on choosing the right supplier partner than on the specs of the tools themselves. Our experience with large-scale deployments has taught us important things about buying that many buyers miss at first.
Evaluating Supplier Capabilities
In industrial water cleaning, the Technical support system is very important. Suppliers with their own tech teams can make unique system designs that work well with the way things are done now. Before finishing specs, Morui's 20-engineer team does on-site studies to make sure that equipment capacities match real demand profiles instead of theoretical maximums. This method has stopped problems with oversizing that would have lost money on about 35% of recent projects.
Delivery times and quality accuracy are affected by how much a factory can make. When compared to wholesalers who get parts from different suppliers, suppliers who run their own membrane production sites keep a closer eye on quality. Our plant for making membranes lets us offer replacement membranes that are sure to work with your existing equipment. This saves you the trouble of trying different brands and seeing what works.
Cost Structures and Volume Advantages
Volume savings go beyond deals for each unit. When discussing warranty extensions, extra parts packages, and training programs, bulk buyers have more power. If you buy more than ten systems at once, you can usually get 15-20% off the list price. If you sign a multi-year supply deal, you can save even more. OEMs that want to add water treatment to bigger process systems should talk about license options for technical documents and first-level support.
Infrastructure Compatibility Requirements
Installation has huge hidden expenses. Suppliers that provide "turnkey" solutions with installation, setup, and operator training reduce project timeline risk. Our whole installation service comprises plumbing, electrical, and computer integration, and we guarantee system uptime by a particular date. This all-around strategy costs 12–15% more upfront, but it eliminates coordination and blame issues in multi-contractor contracts.
Electrical supply compatibility must be considered for reverse osmosis with remineralization systems. Most industrial RO systems need three-phase 460V power; 120V lines may power monitoring system remineralisation pieces. Fixing facilities with improper power equipment may cost above $25,000. Buyers are frequently shocked by how much floor space is required to remove and replace the membrane housing—usually 50% more than the equipment size predicts for reverse osmosis with remineralization systems.
Water supply and drainage pipes must fulfil flow and pressure standards. Booster pump systems cost $3,000–$8,000 for feed water pressures below 40 PSI. Many cities and towns require extra treatment tanks and chemical dosing equipment to pH neutralise concentrated garbage.
Future Trends and Technological Developments in RO with Remineralization
Innovations in water treatment technology keep speeding up, thanks to calls for sustainability and digital change. When procurement workers plan long-term investments in water infrastructure, they should take new skills into account.
Smart Monitoring and Predictive Maintenance
Internet of Things monitors can now keep an eye on dozens of system factors in real time and send data to cloud platforms so that it can be analyzed. Machine learning algorithms find small patterns of performance decline that humans can't see. This lets them predict membrane problems weeks before they happen. We've built these features into our newest system designs, which cuts unexpected downtime by 60% compared to regular repair methods.
Remote tracking lets one person keep an eye on all of the water treatment tools that are spread out. Companies that make food and drinks and have more than one production facility can make the water quality the same everywhere, which means they don't need as many expert staff at each site. Automated reporting shows that regulations are being followed without having to manually log data, which makes administration a lot easier.
Advanced Mineral Formulations
Targeted trace minerals other than calcium and magnesium are added to next-generation remineralization media. Specialty formulas add silica for heat transfer purposes or change the magnesium-to-calcium ratios to get the best coffee extraction in beverage production facilities. Traditional calcite-based media don't meet the needs of some industries as well as these unique blends do.
Controlled-release technologies keep the rates at which minerals dissolve in check, even if the chemistry of the water changes. This new idea keeps the mineral content the same even when the feed water changes with the seasons. This gets rid of the taste difference complaints that are common when making drinks.
Sustainability and Energy Efficiency Improvements
In bigger systems, working costs can be cut by 30 to 40 percent with energy recovery devices that take pressure energy from concentrate streams. Before, these devices were only cost-effective for desalinating seawater. Now, they are also cost-effective for brackish water systems with a capacity of more than 50 gallons per minute. As time goes on, membrane materials that need lower working pressures keep getting better. For example, next-generation polyamide formulas offer the same rejection rates at 15% lower pressure.
Environmental laws are making it harder to dump concentrates, which is driving innovation in systems that don't release any liquid. When RO and crystallization technologies are used together, facilities can lose as little water as possible while still getting back valuable mineral waste. These more advanced setups need more money to set up, but they are in line with companies' sustainable goals and could become rules within the next ten years.
Conclusion
To get the most out of a reverse osmosis with remineralization system, you need to balance the chemistry of the water, be careful with upkeep, and choose the right tools. When procurement teams look at the total cost of ownership instead of just the initial capital outlay, industrial processes gain the most. In two steps, the process gets rid of contaminants and restores minerals. The result is water that meets health and taste standards and protects infrastructure. Long-term success depends on regular repair plans, keeping an eye on performance, and the quality of the supply partnerships. Companies that want to invest in water treatment should talk to technical experts as soon as possible to make sure they get the right system size and can work with their current processes.
FAQ
1. What minerals are added during the remineralization process?
Calcium carbonate and magnesium oxide are usually added by special media tubes in remineralization devices. These nutrients bring the pH level back to between 7.5 and 8.5 and replace the electrolytes that were lost during reverse osmosis filtration. The exact mineral mix can be changed depending on the purpose. For example, for specific industrial uses, some formulas include small amounts of potassium and silica.
2. How often should remineralization cartridges be replaced in commercial settings?
When to replace them depends on how much water is produced and what kind of mineral powder is used. In most business settings, the cartridge needs to be changed every 6 to 12 months. If you use more than 5,000 gallons of water every day, you may need to change your filters every three months. The most accurate way to tell is to check the pH levels after the remineralization stage. Cartridges should be changed when the pH falls below 7.0, even if the flow rates are fine.
3. Can remineralized RO water be used in pharmaceutical manufacturing?
Remineralized water can be used in pharmaceutical processes, but it depends on the needs of the process. Controlled remineralization that meets USP guidelines may be part of purified water used for non-sterile mixing. For injections and clean processes, water that has been desalinated but not remineralized is usually needed. To make sure it meets regulatory standards, each pharmaceutical application needs to be carefully checked against GMP requirements and test procedures.
Partner With Morui for Advanced Water Treatment Solutions
Manufacturers, drug plants, and food makers all over North America trust Morui Environmental Technology to provide them with industrial-grade reverse osmosis with remineralization devices. Our wide range of services includes unique system design, making membranes in-house, and full installation support from 20 experienced engineers. As an approved provider of high-quality parts like Shimge water pumps, Runxin valves, and Createc instruments, we make sure that your equipment works well and that you can always get the parts you need. Our 14 branch sites in different areas allow us to provide quick technical help and repair services. Whether you need a single machine or deployments at multiple sites, Our Team can help. We offer low bulk discounts and longer warranty coverage. Email our procurement experts at benson@guangdongmorui.com to talk about your unique water treatment needs and get a full technical proposal. ]
References
1. American Water Works Association. (2023). Membrane Technology in Water Treatment: Performance Optimization Guidelines. Denver, CO: AWWA Publishing.
2. Chen, K. & Roberts, M. (2022). Industrial Reverse Osmosis Systems: Remineralization Techniques and Water Quality Management. Journal of Water Process Engineering, 47, 102-118.
3. National Sanitation Foundation International. (2023). NSF/ANSI 58: Reverse Osmosis Drinking Water Treatment Systems - Certification Requirements and Testing Protocols. Ann Arbor, MI: NSF International.
4. United States Environmental Protection Agency. (2022). Drinking Water Treatment Technology Performance Evaluation: Reverse Osmosis and Nanofiltration Systems. Washington, DC: EPA Office of Water.
5. Williams, T., Zhang, L., & Kumar, P. (2023). Cost-Benefit Analysis of Remineralization in Commercial Water Treatment Applications. Water Research, 215, 118-134.
6. World Health Organization. (2021). Guidelines for Drinking-Water Quality: Health Risks from Drinking Demineralised Water. Geneva: WHO Press.
 VIEW MOREultrafiltration water treatment system
VIEW MOREultrafiltration water treatment system VIEW MOREcontainer seawater desalination equipment
VIEW MOREcontainer seawater desalination equipment VIEW MOREelectrodeionization edi system
VIEW MOREelectrodeionization edi system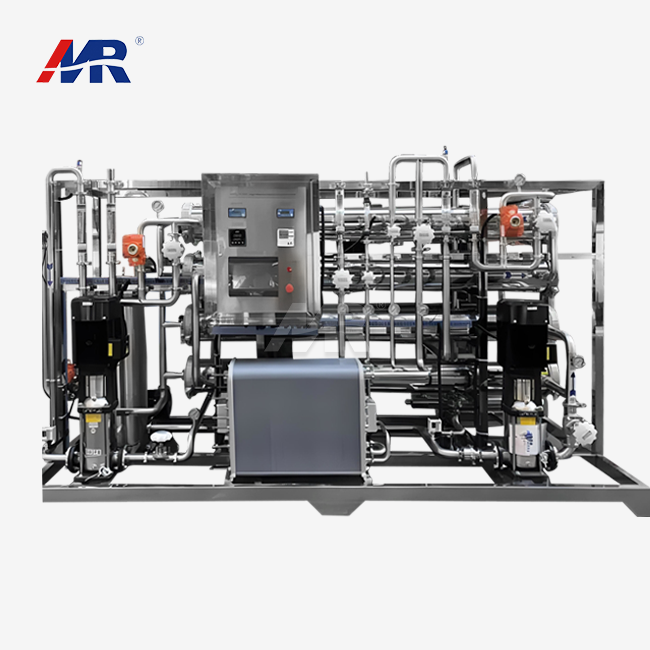 VIEW MOREelectro deionizer system
VIEW MOREelectro deionizer system VIEW MOREreverse osmosis membranes
VIEW MOREreverse osmosis membranes VIEW MOREindustrial sewage treatment plant
VIEW MOREindustrial sewage treatment plant VIEW MORE8 stage reverse osmosis system
VIEW MORE8 stage reverse osmosis system VIEW MORE2m3/hour seawater desalination equipment
VIEW MORE2m3/hour seawater desalination equipment
