
_1745823981883.webp)

High-Capacity Industrial Reverse Osmosis Units: Solutions for Large-Scale Water Treatment
High-capacity industrial unit reverse osmosis systems are the most advanced way to treat water because they can handle huge amounts of water and still meet the highest standards of cleanliness. It takes advanced membrane technology, high-pressure pumps, and smart controls to make these systems work. They treat water for big factories, power plants, and city operations, which are all very specific needs. For buyers looking for dependable and expandable water treatment options, it's essential to know how these systems change the way water is cleaned while also making sure they're in line with regulations and running efficiently.

Understanding High-Capacity Industrial Reverse Osmosis Units
Industrial reverse osmosis systems with a lot of capacity are complicated, designed systems that turn raw water sources into clean streams that meet strict quality standards. These systems usually handle between 10,000 and 1,000,000 gallons of water every day. To get the most work done while keeping the water quality high, multiple membrane tanks are set up in parallel.
Core Components and Technology Integration
The industrial ro membrane technology is what any high-capacity RO system is built on. These membranes are high-performance, semi-permeable filter barriers that are usually made from Thin-Film Composite (TFC) polyamide. They are specifically made for large-scale systems that remove minerals from water and clean it. These membranes are different from home filters because they can handle high working pressures of 150 to 1,200 psi and harsh chemical cleaning cycles. They can also remove over 99% of dissolved salts, organics, silica, and bacteria from different feedwaters.
Advanced pretreatment systems, such as multimedia filtration, activated carbon adsorption, and anti-scalant dose systems, are built into modern industrial unit designs. High-pressure pumps, which often come with energy-recovery devices, keep the transmembrane pressure constant while using the least amount of power. Automated control systems keep an eye on important factors like flow rates, pressure differences, and conductivity levels to make sure everything works perfectly and keep equipment from getting damaged.
Performance Benefits and Operational Advantages
Putting in place high-capacity industrial reverse osmosis systems has measurable benefits across all business measures. Improving the quality of the water usually results in salt refusal rates of 95 to 99%, which greatly reduces the need for cleaning further downstream. Modern pumps and variable frequency drives can make systems 20 to 40 percent more energy efficient, which can cut costs by 20 to 40 percent compared to older systems.
These systems also give facilities practical freedom by letting them change production rates based on demand while keeping the quality of the water stable. Automated monitoring features cut down on the need for staff while increasing system stability by finding problems early on.
Challenges in Large-Scale Water Treatment and How Industrial RO Units Solve Them?
Large factories have to deal with more and more complicated water cleaning problems that are hard to solve with old ways. High levels of contaminants, changing source water quality, and strict rules about release all cause operating bottlenecks that lower production efficiency and make it harder to follow the rules.
Addressing Complex Contamination Profiles
Dissolved minerals, chemical molecules, suspended solids, and biological contaminants are just some of the pollution problems that factories have to deal with. Using traditional treatment methods often needs more than one step in the process, which makes it harder to run and costs more. In a single cleaning step, high-capacity RO systems get rid of all contaminants. This makes operations easier and increases efficiency.
Using specialized industrial reverse osmosis membrane technology solves important problems in the industry, like high operational expenses (OPEX) because of energy use, frequent fouling in tough water matrices, and strict conductivity requirements for boiler feed or process water.
Real-World Performance Case Studies
Their old ion exchange treatment process was replaced with a 500,000 GPD industrial unit reverse osmosis system at a major auto-making plant in Michigan. The installation cut water waste by 35% and raised the standard of treated water from 50 ppm TDS to less than 10 ppm TDS. Operating costs dropped by $180,000 a year because less energy was used and chemicals were used less.
Another success story is about a pharmaceutical production plant that got FDA approval by installing a dual-pass RO system that made USP-grade filtered water. The method always gives water quality that is better than what is required by law. It also lowers the cost of validation and raises the trustworthiness of production.
Application of Industrial Reverse Osmosis Membrane Technology
Industrial reverse osmosis membranes are used in many different fields, each with its own water quality needs and operating difficulties. Knowing about these uses helps people who work in procurement choose the right system settings for their needs.
Power Generation and Thermal Applications
One of the most difficult tasks for industrial unit water treatment systems is to clean water for thermal power generation. The industrial reverse osmosis membrane is a very important step before the ion exchange beds. Its job is to get rid of more than 98% of the silica and dissolved salts that cause scaling in high-pressure boilers and steam engines, which stops catastrophic thermal failure.
Specifications for boiler feed water usually say that the conductivity must be less than 1 µS/cm and the silica content must be less than 20 ppb. High-capacity RO systems meet these strict standards while also being able to handle huge flow rates—for example, big power plants often need more than 1 million gallons of water per day.
Electronics and Semiconductor Manufacturing
Ultrapure water with a resistance level of 18.2 MΩ·cm is needed to make semiconductors and microelectronics. To meet these requirements, industrial reverse osmosis membranes are used in the main loop of Ultra-Pure Water (UPW) systems. To get rid of Total Organic Carbon (TOC) and Boron, which can damage silicon chips, these screens are necessary.
The multi-step cleaning method usually starts with RO, then moves on to electrodeionization (EDI), and finally polishing. With this setup, the water quality stays the same, and the costs of running the system are kept low by using less energy and chemicals.
Zero Liquid Discharge and Wastewater Recovery
More and more, environmental laws require factories to use water collection and reuse devices to reduce the amount of liquid waste they send to the environment. Zero Liquid Discharge (ZLD) uses large RO systems to get back up to 90% of wastewater so that it can be used again in the process, while also collecting brine for crystallizers.
In very complicated settings, special filters called "High-Rejection Low-Energy" are used to clean dye wastewater that is high in COD and biofouling agents. These methods help businesses follow environmental rules while also cutting down on the amount of freshwater they use and the cost of dumping.
Comparing High-Capacity RO Units with Other Industrial Water Treatment Solutions
To choose the best water cleaning technology, you need to look at its long-term dependability, performance, and operating costs. High-capacity reverse osmosis water purification units have clear benefits over older treatment methods and work around some of the problems with other technologies.
Performance Comparison with Conventional Methods
Ion exchange, chemical precipitation, and biological treatment are some of the most common ways that industrial water is treated today. However, these methods are only useful for certain tasks and often need a lot of chemicals, produce a lot of waste, and have trouble with different levels of pollution.
Large-scale industrial unit reverse osmosis systems are better at getting rid of a wider range of contaminants without adding chemicals. Membrane technology works the same way every time, even if the source water changes. This makes operations simpler and more reliable.
Cost-Effectiveness Analysis
To evaluate the economics of a treatment system, you need to look at its startup costs, running costs, and lifecycle costs. RO systems usually require a bigger initial investment, but they pay for themselves in two to four years through operational savings like less chemical use, better energy efficiency, and easier upkeep.
The highest cost of running an RO system is usually the energy, which ranges from $0.50 to $2.00 per thousand gallons cleaned. Modern systems that are very efficient and have energy recycling devices cut these costs by a lot while also making the system more profitable overall.
Procurement and Installation Considerations for Industrial RO Units
Getting and setting up high-capacity industrial reverse osmosis systems correctly needs careful planning, evaluating vendors, and project management skills. Knowing the key success factors can help make sure that the implementation goes smoothly and that common mistakes don't happen, which can affect project timelines and budgets.
Vendor Selection and System Specification
To find suitable suppliers, you have to look at their professional skills, the quality of their Products, and their long-term support services. Manufacturers with a good reputation usually offer full system design, detailed performance promises, and a wide range of insurance coverage. Project risks can be avoided by checking the qualifications of suppliers, seeing examples of their work, and making sure they are financially stable.
Specific needs for water quality, flow rate, and operating limits must be accounted for in the system specs. A thorough engineering review makes sure that the system is set up correctly and finds any possible merging problems early on in the project development process.
Installation and Commissioning Requirements
For a proper fitting, workers in the mechanical, electrical, and instrumentation trades must work together. The planning of the site must take into account the size of the equipment, the needs of utilities, and the need for operating access. Following local building laws, safety rules, and environmental permits keeps the building and startup stages from being held up.
Comprehensive testing procedures make sure that the system works according to the design specifications and that the operating procedures and safety systems are correct. Performance testing usually checks the stability of the membrane, the system's capacity, and the water quality over the whole range of predicted working conditions.
Maintenance and Optimization of Industrial Reverse Osmosis Systems
Good repair plans make sure that equipment, such as a reverse osmosis water purification unit, works reliably and lasts as long as possible while also improving its performance and lifespan. Preventive maintenance plans stop common types of failures before they happen and make operations run more smoothly by regularly checking and replacing parts.
Preventive Maintenance Protocols
Cleaning the membrane, replacing the pre-filter, and checking the pump are all normal upkeep tasks. How often you clean it varies on the quality of the feedwater and how the system is working, but it's usually done once a week to once a month. Chemical cleaning methods get rid of the built-up foulants and get the membrane's performance back to a good level.
Automated data collection used for system tracking lets predictive maintenance plans find problems before they become too big to fix. Normalized permeate flow, salt passing, and pressure drop across membrane elements are some of the most important performance measures.
Performance Optimization Strategies
The goal of optimization tools is to get the most water back while using the least amount of energy and chemicals. Advanced control systems change the working settings based on what's happening in real time, so they can keep performing at their best even when demand trends change.
Regular performance checks find ways to make things better by upgrading tools, changing how things are done, or adding to the system. These analyses usually show that operating costs could be cut by 10 to 25 percent while system stability is increased.
Conclusion
High-capacity industrial reverse osmosis units are tried-and-true ways to deal with difficult water treatment problems in a wide range of industry settings. Traditional cleaning methods can't compare to these systems when it comes to getting rid of contaminants better, being flexible in how they work, and saving money. To be successful, you need to carefully choose the system you want to use, set it correctly, and back it up with thorough maintenance programs and qualified technical help. Industrial unit reverse osmosis technology keeps getting better thanks to new membranes, smarter control systems, and better energy economy. These changes improve performance even more while lowering costs.
FAQ
1. What is the typical lifespan of industrial RO membranes?
Industrial RO membranes usually last between 2 and 5 years, but this depends on the quality of the feedwater, how they are used, and how often they are maintained. With the right preparation and regular cleaning, you can make membranes last longer while keeping their performance level. Some sites last for seven years or more because they are run efficiently and get good feedwater.
2. How do industrial units differ from commercial RO systems?
Industrial unit systems are designed for much higher flow rates, more robust construction, and continuous operation. They feature larger membrane elements, high-pressure pumps, and advanced control systems that can work with different water quality situations while still meeting the high standards needed for commercial uses.
3. What are the key factors affecting RO system operating costs?
The main cost factors are the amount of energy used, the cost of replacing the membrane, the chemicals used for cleaning, and the work needed for upkeep. 60–70% of running costs are usually made up of energy, so system economy is very important for making the business profitable. With the right preparation and optimization, costs can be cut by 20 to 30 percent.
Contact Morui for Your Industrial Water Treatment Solutions
Guangdong Morui Environmental Technology Co., Ltd. has been treating water for over 14 years and can offer a wide range of industrial unit reverse osmosis options. Our integrated method includes both full installation and commissioning services as well as advanced membrane technology made in a specialized building. We offer custom solutions for treating industrial wastewater, desalinating seawater, and cleaning up process water. Our network of 20 experts and 500 workers makes this possible. Get in touch with benson@guangdongmorui.com to talk to our industrial unit manufacturer team about your unique needs and find out how Morui's tried-and-true technology can help you run your water treatment activities more efficiently.
References
1. American Water Works Association. "Membrane Technology Research Committee Report on Industrial Water Treatment Applications." Water Quality and Technology Conference, 2023.
2. International Desalination Association. "Industrial Reverse Osmosis Systems: Design and Performance Guidelines." IDA Technical Publication Series, 2024.
3. Water Environment Federation. "Large-Scale Water Treatment Technologies: Comparative Analysis and Case Studies." Industrial Water Treatment Journal, Vol. 45, 2023.
4. National Association of Water Companies. "Energy Efficiency in Industrial Water Treatment: Best Practices and Performance Metrics." Technical Report Series, 2024.
5. Environmental Protection Agency. "Industrial Water Quality Standards and Treatment Technology Assessment." EPA Office of Water, 2023.
6. International Water Association. "Membrane Technology in Industrial Applications: Global Market Analysis and Technology Trends." IWA Publishing, 2024.
 VIEW MOREseawater desalination pre-treatment
VIEW MOREseawater desalination pre-treatment VIEW MOREcontainer 3m3/hour RO equipment
VIEW MOREcontainer 3m3/hour RO equipment VIEW MORE2000m3/day ultrafiltration equipment
VIEW MORE2000m3/day ultrafiltration equipment VIEW MORELandfill Leachate Treatment System
VIEW MORELandfill Leachate Treatment System VIEW MOREosmosis water purification system
VIEW MOREosmosis water purification system VIEW MOREultrafiltration drinking water system
VIEW MOREultrafiltration drinking water system VIEW MORE1T/H EDI system
VIEW MORE1T/H EDI system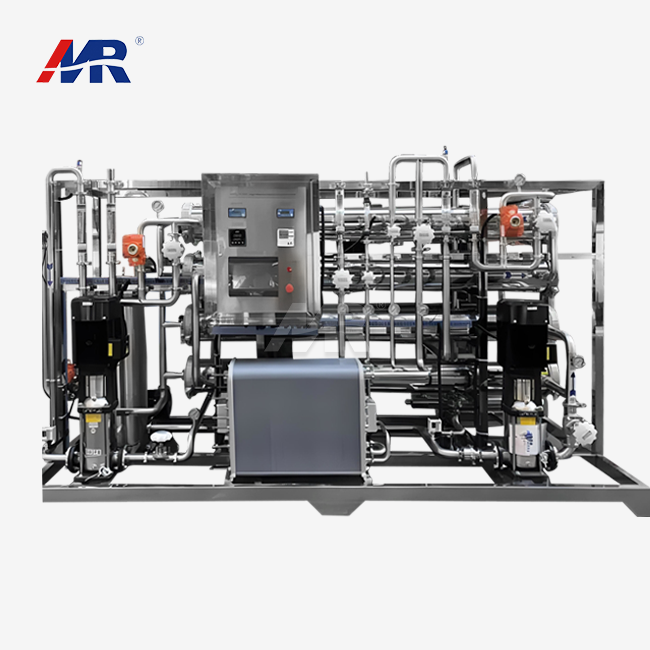 VIEW MOREelectro deionizer system
VIEW MOREelectro deionizer system
