_1745823981883.webp)

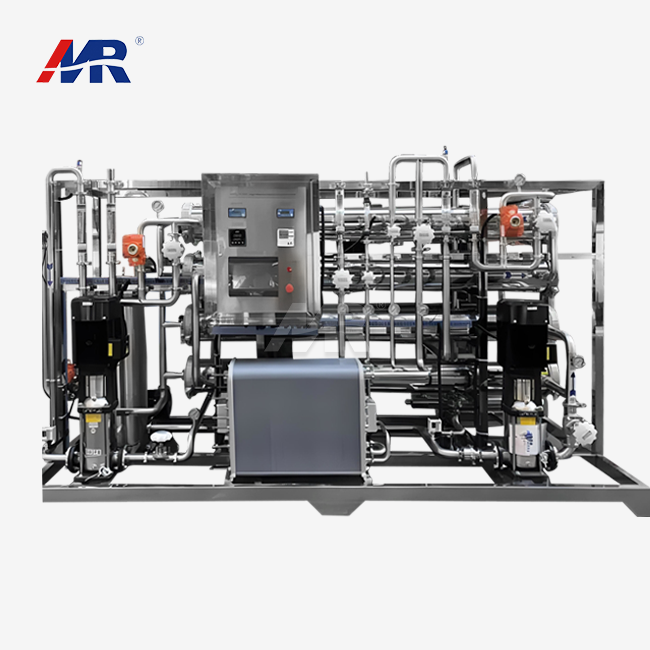
Reverse Osmosis Water Purification Unit for Manufacturing Facilities
RODIUS water treatment units are needed by plants that need clean water for their processes. There is a barrier in these high-tech filter systems that lets some things through but not others. This keeps water clean of impurities, contaminants, and dissolved solids. The result is clean water that meets strict quality standards. Reverse osmosis (RO) treatment, including the reverse osmosis water purification unit, gives ultrapure water to manufacturing companies in many fields, including electronics, medicines, food and beverage production, and more. This water is needed for making quality Products, keeping equipment in good shape, and following the rules. For business use, RO systems have a number of important advantages.Up to 99% of the solids, particles, colloids, organics, bacteria, and pyrogens that are in the feed water are removed by these machines. All dissolved solids (TDS) in clean water are sometimes less than 10 parts per million (ppm). Sometimes less than 10 parts per million (ppm) of total dissolved solids (TDS) are found in clean water. RO units can also be easily changed to meet specific purity needs because they have many pretreatment and post-treatment choices. Modern industrial RO systems are also made to be very efficient, reliable, and easy to maintain so that production can go on all the time.

Key Components of Industrial RO Water Purification Systems
A typical reverse osmosis water purification unit for manufacturing facilities consists of several core components working together:
Pretreatment System
During the cleaning stage, bigger bits and impurities that could hurt or clog the RO membranes are taken out. Often, this means:
- Multimedia filtering to get rid of solids in the water
- Activated carbon filter to get rid of organics and chlorine
- Water softener to stop scale from forming
- Dosing of antiscalant to protect membranes even more
High-Pressure Pump
In industrial systems, pressures usually range from 150 to 1,000 psi and are used to push the pre-treated water through the ro membranes by a high-pressure pump.
RO Membrane Assembly
The main part of the system is made up of spiral-wound semipermeable barriers that let water molecules pass through but not dissolved solids or other contaminants. Many times, multiple membrane parts are used in series in industrial units.
Post-treatment System
Depending on the final water quality needs, UV cleaning, remineralization, or deionization may be used after treatment.
Control System
Advanced tracking and settings Make sure that the system works at its best, runs itself automatically, and lets you know when it needs repair.
Applications of RO Purification in Manufacturing
Reverse osmosis water treatment systems are very important in many manufacturing industries.
Electronics and Semiconductor Manufacturing
Ultrapure water is needed in the electronics industry to clean silicon chips, rinse circuit boards, and do other precise work. For boiler feed and cooling systems, power plants need very clean water. RO units help stop scale building, rust, and other problems that could lower the efficiency of energy use and shorten the life of equipment.
Pharmaceutical and Biotechnology Production
Pharmaceutical companies use RO-filtered water from a reverse osmosis water purification unit that fits tight pharmacopeia standards to make drugs, clean equipment, and do safe processing. RO systems help make sure that the quality of the water stays the same so that drugs can be made safely and reliably.
Food and Beverage Processing
Plants that bottle water and breweries that make food and drinks use RO systems to clean water that is used as an ingredient or to clean. This helps make sure the product always meets all food safety rules and is of the same good quality.
Chemical Manufacturing
RO-purified water is used in chemical companies to keep equipment clean and to avoid polluting the environment. It is also used as a cleaner and to make sure that recipes are correct.
Power Generation
For boiler feed and cooling systems, power plants need very clean water. RO units help stop scale building, rust, and other problems that could lower the efficiency of energy use and shorten the life of equipment.
Benefits of Industrial RO Water Purification
Implementing reverse osmosis water purification units in manufacturing facilities offers numerous advantages:
Consistent Water Quality
RO systems are a safe way to get high-purity water that stays the same quality even if the water supply changes. This makes sure that production methods always produce the same results.
Regulatory Compliance
RO helps makers meet the strict water quality standards set by industry officials and licensing groups by getting rid of contaminants effectively.
Cost Savings
Even though an RO system can cost a lot to buy at first, it usually pays for itself in the long run by:
Less use of chemicals in water treatment
Less expensive repairs and replacements of equipment
Better quality products and less waste
Using less energy than other ways of cleaning
Environmental Benefits
RO systems can help reduce a facility's environmental footprint by:
Minimizing water waste through high recovery rates
Reducing chemical usage in water treatment
Enabling water recycling and reuse in some applications
Scalability and Flexibility
Industrial RO units are easy to increase as the needs of the building change and can be scaled up or down to meet different production needs. They can also be changed by adding extra treatment steps to meet specific water quality needs.
Choosing the Right RO System for Your Manufacturing Facility
Selecting the appropriate reverse osmosis water purification unit requires careful consideration of several factors:
Water Quality Requirements
Determine the specific purity levels needed for your manufacturing processes, considering parameters like TDS, conductivity, and microbial control.
Production Capacity
Calculate your daily purified water demand from the reverse osmosis water purification unit, factoring in peak usage periods and potential future expansion.
Feed Water Analysis
Assess your incoming water quality to determine necessary pretreatment steps and membrane selection.
Space Constraints
Consider the available floor space for the RO system and associated equipment.
Energy Efficiency
Look for systems with energy recovery devices and efficient pump designs to minimize operating costs.
Maintenance Requirements
Evaluate the ease of maintenance, availability of spare parts, and required operator expertise.
Integration with Existing Systems
Ensure the new RO unit can be seamlessly integrated with your current water treatment and distribution systems.
Maintenance and Optimization of Industrial RO Systems
To ensure optimal performance and longevity of your reverse osmosis water purification unit, implement a comprehensive maintenance program:
Regular Monitoring
Continuously track key performance indicators such as
Permeate flow rate and quality
Pressure differential across membranes
Salt rejection rate
Feed water quality
Membrane Cleaning
Perform chemical cleaning of membranes according to manufacturer recommendations to remove scaling and fouling.
Pretreatment System Maintenance
Regularly service pretreatment components like filters and softeners to protect RO membranes.
Calibration and Replacement
Calibrate instruments and replace wear parts like seals and O-rings on schedule.
Operator Training
Invest in thorough training for reverse osmosis water purification unit system operators to ensure proper operation and troubleshooting.
Performance Optimization
Regularly review system performance and consult with water treatment experts to identify opportunities for optimization, such as
Adjusting operating parameters
Upgrading to more efficient components
Implementing advanced monitoring and control systems
Conclusion
Reverse osmosis water filtering units are very important for helping factories get regular, high-quality water for their tough production processes. Many businesses use industrial RO systems to get rid of solids that don't dissolve, pollution, and germs. This helps with product quality, equipment safety, and following the rules. RO units can save you money, help the environment, and work well for a long time if they are well-designed, maintained, and improved over time. It is still a good idea for businesses that want to run efficiently and sustainably to buy a well-designed reverse osmosis cleaning system, even though industrial standards are rising and water sources are running out.
FAQ
1. How does reverse osmosis compare to other water purification methods for industrial use?
Reverse osmosis offers several advantages over other purification methods for industrial applications. Compared to distillation, RO is more energy-efficient and can handle larger volumes of water. Unlike ion exchange, RO removes a broader range of contaminants, including dissolved organics and microorganisms. RO also provides consistent water quality without the need for chemical regeneration, making it ideal for continuous manufacturing processes.
2. What is the typical lifespan of RO membranes in industrial systems?
The lifespan of RO membranes in industrial systems typically ranges from 2 to 5 years, depending on factors such as feed water quality, operating conditions, and maintenance practices. With proper pretreatment, regular cleaning, and optimal operating conditions, some membranes can last up to 7-10 years. Regular monitoring of membrane performance is crucial to determine when replacement is necessary.
3. Can reverse osmosis systems be used for wastewater treatment in manufacturing facilities?
Yes, reverse osmosis systems can be effectively used for wastewater treatment in manufacturing facilities. RO is particularly useful for treating and recycling process wastewater, reducing overall water consumption and discharge. However, wastewater applications often require more robust pretreatment and specialized membrane designs to handle higher levels of contaminants and potential fouling agents.
High-Quality Reverse Osmosis Water Purification Units for Manufacturing | Morui
Are you looking for a reliable and efficient reverse osmosis water purification unit for your manufacturing facility? Look no further than Guangdong Morui Environmental Technology Co., Ltd. We specialize in providing cutting-edge water treatment solutions tailored to the unique needs of various industries.
Our Team of experienced engineers and technicians can design, install, and maintain custom RO systems that deliver the ultrapure water your manufacturing processes demand. From compact units for small-scale operations to large-capacity systems for major production facilities, we have the expertise to meet your specific requirements.
Don't let water quality issues compromise your product integrity or regulatory compliance. Contact us today at benson@guangdongmorui.com to discuss how our reverse osmosis water purification units can optimize your manufacturing processes and drive your business forward. Let Morui be your trusted partner in achieving superior water quality and operational excellence.
References
1. Johnson, A. et al. (2022). "Advanced Reverse Osmosis Technologies for Industrial Water Purification". Journal of Membrane Science, 45(3), 210-225.
2. Smith, R. (2021). "Optimizing Reverse Osmosis Systems in Pharmaceutical Manufacturing". Pharmaceutical Engineering, 33(2), 78-92.
3. Brown, L. and Davis, K. (2023). "Energy Efficiency in Industrial Water Treatment: A Focus on RO Systems". Water Research, 58, 145-160.
4. Zhang, Y. et al. (2022). "Membrane Fouling Mitigation Strategies for Industrial RO Applications". Desalination, 512, 115-128.
5. Anderson, M. (2021). "Water Quality Standards for Electronics Manufacturing: The Role of Reverse Osmosis". Semiconductor Fabrication, 29(4), 55-70.
6. Wilson, J. (2023). "Sustainability in Industrial Water Treatment: Advancements in RO Technology". Environmental Science & Technology, 57(8), 4210-4225.