_1745823981883.webp)

Reverse Osmosis Device Selection Tips for Industrial Applications
There are many things that need to be carefully thought through when picking the right reverse osmosis device for business use. These things affect both how well the device works and the quality of the water it produces. To keep the quality of their goods and follow the rules, places that make things, process food, and make electricity, and pharmacies all need reliable water treatment systems. A certain kind of reverse osmosis machine is needed to clean water for businesses. These tools need to be able to handle a lot of water and keep going even when things get tough. And they need to know how to use them and keep them in good shape. They also need to know how things work technically in order to find good water cleaning options.

Understanding Reverse Osmosis Devices in Industrial Settings
Reverse osmosis systems in factories use cutting-edge filter technology to remove toxins, impurities, and solids that are trapped in different types of water. Semi-permeable walls work in these systems. They let water molecules pass through but not bigger contaminants. This lets you get rid of more than 99% of most dissolving chemicals.
Core Components and Functionality
Industrial RO systems are made up of four main parts: high-pressure pumps, membrane housings, preparation units, and control systems. High-pressure pumps make the force needed to move water through membranes. Before the water goes through the membranes, chemicals, sediments, and other things that could damage the membranes are removed in preparation steps. Advanced programmable logic controllers (PLC) with tablet screens are used in modern systems. These allow for accurate tracking and automatic operation, which cuts down on the need for manual work.
Thin-film composite (TFC) membranes are used most often in industry because they work better than other types. These multi-layered membranes are very durable, can handle high flow rates, and are very good at keeping contaminants out. TFC membranes work the same way even when the temperature and pressure change, unlike cellulose acetate options. This makes them perfect for harsh industrial settings.
Industrial Applications and Benefits
There are many places that use different ways to clean water, and each one has its own needs. This is because labs and pharmaceutical companies need very clean water that meets Good Manufacturing Practice (GMP) standards so they can make and study drugs. The electronics business needs deionized water to clean chips. On the other hand, the food and beverage industries need uniform water quality for output and safety.
The benefits to operations go beyond better water quality. Designs that are energy-efficient use less power, usually between 1.6 and 1.8 kWh per cubic meter of cleaned water. Small sizes make it possible to put it in current building plans without having to make a lot of changes to the infrastructure. Automated operation cuts down on the need for staff while maintaining uniform performance around the clock.
Key Criteria for Selecting an Industrial Reverse Osmosis Device
Decisions about purchases, such as a reverse osmosis device, must be in line with specific working needs and long-term business goals. Standard business systems can't handle the problems that industrial sites have, so it's important to carefully look at the technical specs and performance capabilities.
Capacity and Performance Metrics
For business uses, production capability is the most important factor in choosing a product. Systems need to send enough clean water to meet peak demand while keeping quality standards high. Modern industrial units can achieve up to 75% recovery, which means that three-quarters of the feed water is turned into a clean product while the amount of trash produced is kept to a minimum.
Rejection rates show how well the machine can get rid of certain contaminants. For industrial uses, rejection rates for liquid salts and other target chemicals usually need to be higher than 99%. Energy use has a direct effect on running costs, so places that run systems all the time need to think about how to be as efficient as possible. Using less energy without lowering performance is possible thanks to new membrane technologies and improved hydraulic designs.
System Integration and Scalability
Often, multiple cleaning steps work together to clean water for industrial use. Multimedia filters, activated carbon units, and water softeners are some of the preparation equipment that reverse osmosis systems must work well with. Depending on the final water quality needs, post-treatment choices such as UV cleaning, electrodeionization (EDI), and remineralization systems may be needed.
When facilities grow or production needs change, scalability issues become more important. Modular system designs let you add more capacity without having to update all of the equipment. Standardized links and parts that work with each other make changes easier in the future and protect original investments. Being able to change the pretreatment setups based on the quality of the feed water makes sure that the system works at its best in all situations.
Material Selection and Durability
Materials that don't rust make sure that systems will work well for a long time in tough industrial settings. The building is made of stainless steel, which is strong and clean enough for people who work with food and drugs. Modern polymer materials don't break down easily with chemicals. This makes parts last longer, which lowers the cost of replacements and the number of fixes that need to be done.
Comparative Analysis of Top Reverse Osmosis Devices for Industry
The market for industrial water treatment has a lot of choices, from small skid-mounted units to big installation systems. Knowing the differences between the technologies that are out there helps buying teams make smart choices based on the needs of their operations.
Performance Benchmarking
Different key performance measures show that leading industrial RO systems can do different things. High-capacity units that can produce 100 cubic meters per hour are the best for industrial use and can be used in big factories, to clean water for cities, and in industrial processes. Usually, these systems have more than one membrane train that works at the same time to make sure there are backups and keep output going during repair times.
Mid-range devices that handle 10 to 50 cubic meters per hour are enough for medium-sized buildings and specific uses that need regular water quality but don't need a huge amount of water. Small systems that can produce 1 to 10 cubic meters per hour can handle smaller tasks or back up important programs.
Technology Distinctions
The main thing that sets industrial RO systems apart is the membrane technology they use. When compared to other membrane choices, high-flux, low-fouling TFC membranes work better. These high-tech membranes keep up higher rates of water output while fighting fouling, which usually makes performance worse over time. Because there is less waste, there are longer periods between services and lower upkeep costs.
Different makers' control systems are very different in how complex they are. Simple methods let you control them by hand and keep an eye on the pressure and flow. Modern systems have customizable controls that can be monitored from afar and have predictive repair alerts and automatic cleaning processes. These features make operations simpler while making the system more reliable and consistent in how it works.
Cost-Benefit Analysis
Long-term operating costs must be weighed against the initial cash investment. Higher prices are charged for premium systems, but they usually use less energy, have longer membrane lives, and need less upkeep. When figuring out the total cost of ownership, you should include how much energy is used, how often the membrane needs to be replaced, how much cleaning liquid is used, and how much work is needed for operation and upkeep.
Long-term value ideas for the reverse osmosis device are affected by warranty terms and the availability of service help. Comprehensive guarantee coverage that protects the reverse osmosis device's major components for longer periods of time gives investors more peace of mind about their capital investments. Local service support makes sure that upkeep and fixes for the reverse osmosis device are done quickly, which cuts down on costs related to downtime that can be much higher than the equipment saves.
Installation and Operational Considerations for Industrial RO Devices
Successful implementation of industrial reverse osmosis systems requires careful planning and adherence to established best practices. Proper installation and ongoing operational management directly influence system performance, reliability, and service life.
Site Preparation and Installation Requirements
Pre-installation site assessment identifies potential challenges and ensures optimal system placement. Adequate space allocation must accommodate the main system components plus auxiliary equipment such as chemical feed systems, cleaning stations, and storage tanks. Electrical requirements typically include three-phase power for high-capacity systems, with proper grounding and surge protection essential for control system reliability.
Water supply connections require careful consideration of pressure and flow characteristics. Municipal water supplies may need booster pumps to achieve required operating pressures, while well water sources often require additional pretreatment to remove iron, manganese, or hydrogen sulfide. Drain connections must handle concentrate discharge volumes and comply with local environmental regulations.
Professional installation services ensure proper system commissioning and initial performance verification. Experienced technicians understand the critical aspects of membrane installation, pressure testing, and control system programming. Initial startup procedures include membrane flushing, pressure optimization, and performance testing to verify design specifications are achieved.
Operational Best Practices
Daily monitoring routines track key performance indicators, including flow rates, pressure differentials, and water quality parameters. Recording these metrics establishes baseline performance data and enables early detection of potential issues. Membrane fouling typically manifests as declining flow rates or increasing pressure differentials, indicating the need for cleaning or membrane inspection.
Chemical cleaning schedules depend on feed water quality and operational conditions. Most industrial systems require cleaning cycles every 30-90 days to maintain optimal performance. Proper chemical selection and cleaning procedures restore membrane flux while extending service life. Automated cleaning systems reduce labor requirements while ensuring consistent cleaning effectiveness.
Preventive maintenance programs encompass regular inspection of pumps, valves, and control systems. Bearing lubrication, seal replacement, and calibration verification prevent unexpected failures that could disrupt production. Maintaining spare parts inventory for critical components minimizes downtime when repairs become necessary.
Morui Industrial Water Treatment Solutions
Guangdong Morui Environmental Technology Co., Ltd. specializes in comprehensive water treatment solutions including the reverse osmosis device, designed to meet diverse industrial requirements. Our experience spans multiple sectors, including manufacturing, pharmaceuticals, food processing, and municipal applications, providing the expertise necessary to recommend optimal system configurations for specific operational needs.
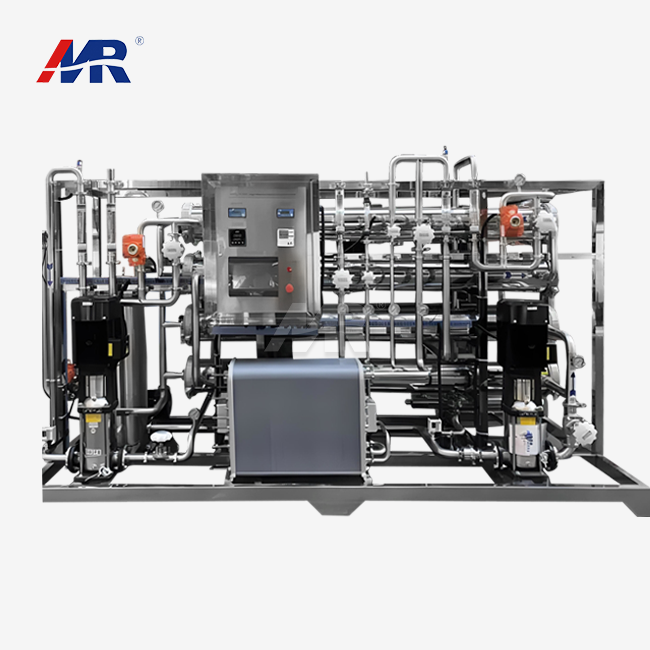
Advanced System Capabilities
Our flagship industrial reverse osmosis device handles large-scale water filtration requirements with precision and efficiency. This robust system effectively removes contaminants, dissolved solids, and pollutants from various water sources, producing up to 100 cubic meters of purified water per hour. The system achieves up to 75% recovery rates while maintaining rejection rates exceeding 99% for most dissolved substances.
The energy-efficient design minimizes operational costs through optimized pump configurations and advanced membrane technologies. Power consumption ranges from 1.6 to 1.8 kWh per cubic meter, representing industry-leading efficiency for systems of this capacity. The compact footprint facilitates installation in existing facilities without extensive infrastructure modifications.
Comprehensive Service Portfolio
Our commitment extends beyond equipment supply to encompass complete project implementation and ongoing support services. We provide expert consultation during the planning phase, helping clients select optimal system configurations based on water quality requirements and operational constraints. Professional installation services ensure proper system commissioning and initial performance verification.
Preventive maintenance programs protect system investments while ensuring consistent performance over extended operating periods. Our Technical support team provides rapid response for troubleshooting and repairs, minimizing downtime costs. With more than 14 branches and 500 employees, including 20 specialized engineers, we maintain the resources necessary to support industrial clients throughout equipment lifecycles.
Our manufacturing capabilities include membrane production facilities and equipment processing operations, ensuring quality control and component availability. Strategic partnerships with leading component manufacturers, including Shimge Water Pumps, Runxin Valves, and Createc Instruments, provide access to premium components and technical expertise.
Conclusion
Industrial reverse osmosis device selection requires comprehensive evaluation of technical specifications, operational requirements, and long-term service considerations. Successful implementations depend on understanding the relationship between system capabilities and specific application demands. Performance metrics, including capacity, recovery rates, and energy efficiency, must align with operational objectives while providing flexibility for future requirements. Professional consultation and reliable service support ensure optimal system performance throughout equipment lifecycles. The investment in quality reverse osmosis technology delivers consistent water quality, operational efficiency, and regulatory compliance essential for industrial success.
FAQ
1. How often should industrial RO membranes be replaced?
Industrial reverse osmosis membranes typically require replacement every 2-3 years under normal operating conditions. Replacement frequency depends on feed water quality, operating hours, and maintenance practices. Regular cleaning and proper pretreatment can extend membrane life significantly. Performance monitoring helps determine optimal replacement timing based on declining flow rates or increasing pressure differentials rather than arbitrary schedules.
2. What is the difference between industrial and commercial RO systems?
Industrial reverse osmosis systems feature higher capacity, more robust construction, and advanced control systems compared to commercial units. Industrial systems handle larger volumes, operate continuously, and incorporate redundancy features for critical applications. Materials and components are designed for demanding environments with extended service life requirements. Industrial systems also offer greater customization options for specific water quality requirements and integration with other treatment processes.
3. How can I reduce energy consumption in my RO system?
Energy optimization strategies include proper system sizing, efficient pump selection, and energy recovery devices for high-pressure applications. Regular maintenance ensures pumps and membranes operate at peak efficiency. Pressure optimization based on actual requirements rather than maximum design pressures reduces energy consumption. Variable frequency drives on pump motors provide additional energy savings by matching pump output to actual demand.
4. What pretreatment is necessary for industrial RO systems?
Pretreatment requirements depend on feed water characteristics and target water quality. Common pretreatment includes sediment filtration, activated carbon for chlorine removal, and water softening for hardness control. Iron and manganese removal may be necessary for well water sources. Proper pretreatment protects membranes from fouling and chemical damage, extending service life and maintaining performance.
Contact Morui for Industrial Reverse Osmosis Solutions
Optimize your industrial water treatment operations with our advanced reverse osmosis device solutions engineered for reliability and efficiency. Morui Environmental Technology combines decades of expertise with cutting-edge membrane technology to deliver superior water purification systems. Our Team of engineers provides customized system design, professional installation, and comprehensive maintenance support. As a leading reverse osmosis device manufacturer, we ensure quality components and responsive service for industrial applications across diverse sectors. Connect with our specialists at benson@guangdongmorui.com to explore how our solutions address your specific water treatment challenges and operational requirements.
References
1. Industrial Water Treatment Handbook: Principles and Applications of Membrane Technology, 4th Edition, Water Quality Association, 2023.
2. Reverse Osmosis Membrane Performance in Industrial Applications: A Comprehensive Analysis, Journal of Industrial Water Treatment, Vol. 45, 2024.
3. Energy Efficiency Standards for Industrial Water Treatment Systems, American Society of Mechanical Engineers, 2023.
4. Membrane Fouling Prevention in Industrial Reverse Osmosis Systems, International Water Technology Conference Proceedings, 2024.
5. Cost-Benefit Analysis of Industrial Water Treatment Technologies, Industrial Engineering Research Institute, 2023.
6. Best Practices for Industrial Reverse Osmosis System Design and Operation, Water Treatment Equipment Manufacturers Association, 2024.