_1745823981883.webp)


RO Applications in Pharmaceutical Manufacturing
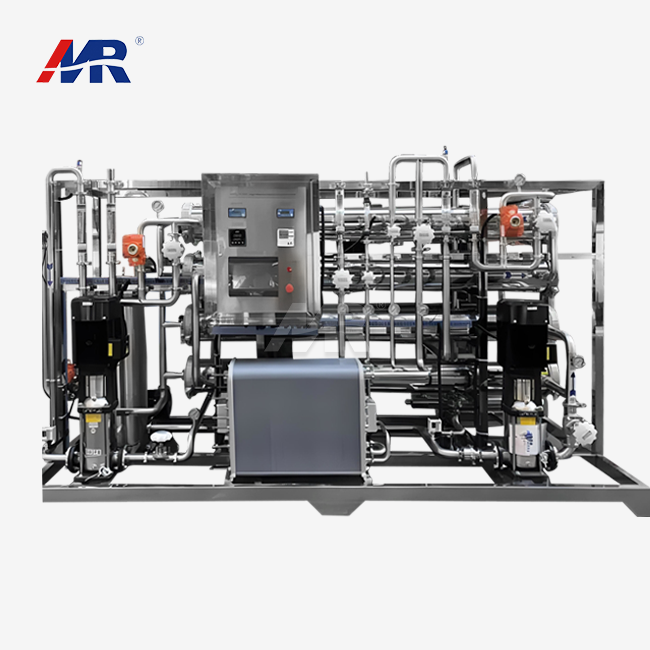
The pharmaceutical industry stands as one of the primary beneficiaries of industrial reverse osmosis technology. In this sector, water purity is paramount, as it directly impacts the quality and safety of medications. A BWRO plant (Brackish Water Reverse Osmosis) is often utilized to produce ultrapure water for various pharmaceutical applications.
Ensuring Product Quality and Safety
Pharmaceutical manufacturers rely on RO systems to remove impurities, including bacteria, pyrogens, and dissolved solids from water used in drug formulations. This level of purification is crucial for maintaining the efficacy and safety of medications, especially for injectable drugs and ophthalmic solutions.
Meeting Regulatory Standards
The exacting controls administering pharmaceutical generation, such as Great Fabricating Hones (GMP), require the utilize of exceedingly decontaminated water. RO frameworks offer assistance producers reliably meet these measures, guaranteeing compliance and item quality.
Cost-Effective Water Treatment
While initial investment in a reverse osmosis plant may be significant, it offers long-term cost savings for pharmaceutical companies. The system reduces the need for additional purification steps and minimizes the risk of contamination, thereby lowering production costs and potential product recalls.
How RO Enhances Semiconductor Production Quality?
The semiconductor industry relies heavily on ultrapure water for various manufacturing processes. Reverse osmosis plays a crucial role in achieving the exceptionally high water quality standards required for semiconductor fabrication.
Achieving Ultrapure Water Standards
Semiconductor manufacturing demands water with extremely low levels of contaminants, often measured in parts per trillion. RO systems, often combined with other purification technologies, can produce water that meets these exacting standards, crucial for processes like wafer cleaning and photolithography.
Improving Yield and Reducing Defects
By removing impurities that could interfere with semiconductor production, RO systems help improve manufacturing yield and reduce defect rates. This is particularly important as semiconductor components continue to shrink in size, making them more susceptible to even minute contaminants.
Environmental and Economic Benefits
Implementing a reverse osmosis system in semiconductor manufacturing not only ensures product quality but also offers environmental benefits. These systems can significantly reduce water consumption through efficient recycling and reuse processes, aligning with sustainability goals while cutting operational costs.
RO's Role in Sustainable Textile Industry Practices
The textile industry, known for its high water consumption and potential environmental impact, has found a valuable ally in reverse osmosis technology. RO systems are transforming textile manufacturing processes, promoting sustainability and efficiency.
Water Conservation and Reuse
Textile production requires vast amounts of water for dyeing, washing, and finishing processes. A reverse osmosis plant enables manufacturers to treat and reuse wastewater, significantly reducing overall water consumption. This not only conserves a precious resource but also helps companies meet increasingly stringent environmental regulations.
Improving Dye Efficiency and Color Consistency
RO-purified water upgrades the effectiveness of coloring forms. By expelling pollutions that can meddled with color take-up, producers accomplish more steady and dynamic colors whereas utilizing less chemicals. Joining forces with a solid switch osmosis plant provider guarantees get to to high-quality RO frameworks that bolster higher-quality items and decreased generation costs.
Minimizing Chemical Usage
The use of purified water from RO systems in textile manufacturing processes often results in reduced chemical consumption. Cleaner water requires fewer treatment chemicals, and the improved efficiency of dyeing and finishing processes further decreases the need for additional chemicals.
Conclusion
Industrial reverse osmosis technology offers substantial benefits across various sectors, with pharmaceuticals, semiconductors, and textiles standing out as prime beneficiaries. The implementation of RO systems in these industries not only enhances product quality and operational efficiency but also contributes to sustainability efforts and regulatory compliance. As water scarcity and quality concerns continue to grow globally, the adoption of advanced water treatment technologies like reverse osmosis becomes increasingly crucial for industrial success and environmental stewardship.
Are you looking to optimize your industrial processes with high-quality water treatment solutions? Guangdong Morui Environmental Technology Co., Ltd specializes in providing cutting-edge water treatment services, including industrial wastewater management, domestic sewage treatment, seawater desalination, and drinking water manufacturing. Our comprehensive offerings include top-of-the-line equipment, seamless installation and commissioning services, essential consumables, and robust after-sales support, ensuring a worry-free experience for our clients.
With our own membrane production facility and multiple equipment processing plants, we deliver innovative and reliable solutions tailored to your specific needs. As authorized agents for renowned brands like Shimge Water Pumps, Runxin Valves, and Createc Instruments, we guarantee access to the best technology in the industry. Experience the Guangdong Morui difference with our state-of-the-art 60m³/hour reverse osmosis plants, designed to meet the diverse requirements of industries ranging from water treatment to manufacturing. Our advanced RO systems offer unparalleled efficiency, reliability, and customization options to address your unique water purification challenges.
Don't let water quality issues hinder your industrial success. Contact Guangdong Morui Environmental Technology Co., Ltd today and discover how our expertise can elevate your operations to new heights of productivity and sustainability.
FAQ
1. What is the typical lifespan of a reverse osmosis membrane?
The lifespan of ro membranes varies depending on usage and maintenance but typically ranges from 2 to 5 years.
2. Can a reverse osmosis system remove all contaminants from water?
While highly effective, RO systems may not remove 100% of all contaminants. They excel at removing most dissolved solids, but some gases and certain chemicals may require additional treatment.
3. How often should an industrial RO system be maintained?
Regular maintenance is crucial, with daily checks and periodic deep cleaning recommended. The frequency depends on water quality and system usage but typically ranges from weekly to monthly for thorough maintenance.
4. What factors affect the efficiency of an RO system?
Factors influencing RO efficiency include feed water quality, temperature, pressure, and membrane condition. Regular monitoring and adjustment of these parameters ensure optimal performance.
High-Quality Reverse Osmosis Plants for Industrial Applications | Morui
Ready to revolutionize your water treatment processes? Guangdong Morui Environmental Technology Co., Ltd offers state-of-the-art reverse osmosis plants designed to meet the unique needs of your industry. Our expert team is ready to assist you in selecting the perfect RO system for your application. Contact us today at benson@guangdongmorui.com to discuss your water purification requirements and take the first step towards optimizing your industrial operations with our advanced RO technology.
References
1. Johnson, A. (2022). "Industrial Applications of Reverse Osmosis Technology". Water Treatment Quarterly, 45(2), 112-128.
2. Singh, R. & Hankins, N. (2021). "Emerging Membrane Technology for Sustainable Water Treatment". Elsevier Science.
3. Lee, K.P., et al. (2023). "Advances in Reverse Osmosis Technology for Pharmaceutical Manufacturing". Journal of Membrane Science, 618, 119853.
4. Zhang, Y., et al. (2022). "Ultrapure Water Production for Semiconductor Industry: Challenges and Innovations". Desalination, 530, 115637.
5. Koltuniewicz, A.B. & Drioli, E. (2021). "Membranes in Clean Technologies: Theory and Practice". Wiley-VCH.
6. Thompson, J. & Geise, G. (2023). "Sustainable Water Management in Textile Industry: Role of Advanced Membrane Technologies". Environmental Science & Technology, 57(10), 4589-4601.